Threaded Part Evaluation
Threaded parts designed to represent a landing gear gland nut assembly were machined 300M steel in an open-end component that is intended to focus corrosion along the male/female threaded interface, as well as the flat interface where the two coupon halves meet. An additional combination using 7075-T6 aluminum female parts mated to a 300M male parts are included in the evaluation, creating a galvanic interface similar to mated surfaces on landing gear wheel assemblies and higher corrosion potential than straight 300M interfaces.
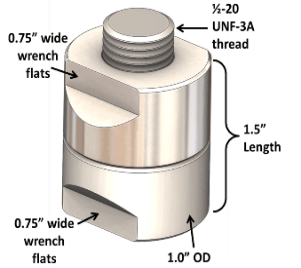
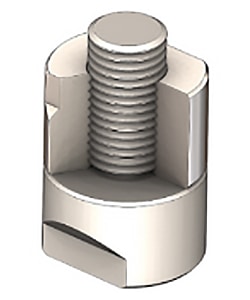
Figure 12: Example open-end threaded coupon for accelerated corrosion testing. Material of construction is 300M steel, as well as 7075-T6 aluminum female nuts with 300M male bolts for galvanic assemblies. The flat areas on each end will enable proper torque application. The design intent is to enable moisture ingress through the mated interface perimeter and along the thread interface, which characterize landing gear component configurations
LHE Zn-Ni is applied to all disassembled 300M coupon surfaces, with appropriate clearance in the threads for Gentoo application. MIL-PRF-85582 Class N epoxy primer and MIL-PRF-85285E Type I Class H polyurethane white topcoat is sprayed on all exterior surfaces. No primer/topcoat is applied to the male or female threads. This configuration leaves the threaded and flat mated coupon half interfaces LHE Zn-Ni plated only.
Gentoo is then applied 1) along all outer faces over top of the polyurethane topcoat and 2) along the male/ female threaded surfaces. This configuration enables comparison of how coupons with and without Gentoo applied behave under accelerated cyclic corrosion conditions, such as those specified in Table 6. In addition to accelerated corrosion testing, threaded parts were subjected to Florida environmental exposure at the Kennedy Space Center corrosion beach site. Thus, direct comparisons to accelerated and environmental performance exist.
Table 6: Accelerated Environmental Exposure Test Comparison
| B117 | GMW14872 | |
|---|---|---|
| Salt Solution | 5% NaCl | 0.9% NaCl, 0.1% CaCl2, and 0.075% NaHCO3 |
| Temperature | 35°C | Varies; 23°C during salt |
| pH | 6.5 - 7.2 | Measured (6-9) |
| Conditions | Constant fog | 8 h Ambient Stage w/ four 15 s salt sprays; 8 h Humid Stage 100%RH at 49°C; 8 h Dry Stage <30%RH at 60°C |
| Cycle Length | No cycle | 1 cycle = 1 day (24 h) |
| Typical Test Length | 8 – 3000 h | 80-120 cycles |
300M assemblies are the most relevant to United States Air Force (USAF) landing gear. Thus, the 300M configuration results are described in detail, while the galvanic results are summarized in a table at the end of the section.
Figure 13 through Figure 15 highlight the differences observed between control and Gentoo treated 300M parts following 5040 h of ASTM B117 salt fog exposure. The parts were removed from testing due to the quantity of red rusting on the exposed threads of the control sample. Upon disassembly, significant amount of corrosion and salt product (white build-up) was found on the unexposed threads of the bolt and nut of the control. The Gentoo treated sample unexposed threads are pristine and shiny on the nut and large sections of the bolt.
Following media blasting, the Gentoo treated bolt and nut threads remained a light grey – indicating the undisturbed presence of LHE Zn-Ni (Figure 14). The control bolt’s threads are dark and show areas of red rust following media blasting. Similar features are present on the threads of the control nuts (Figure 15). The darkening around the threads indicates that the LHE Zn-Ni plating was completely consumed during testing for both the control bolt and nut threads. The Gentoo provided significantly more protection to the 300M parts in ASTM B117.
The USAF specified epoxy primer and urethane topcoat paint system based on their usage. Small blisters erupted on all of the LHE ZnNi 300M threaded parts following a few weeks of accelerated corrosion exposure in both ASTM B117 and GMW 14872. Further investigation revealed an incompatibility between the recommended primer and topcoat systems on LHE ZnNi HSS parts, resulting in blistering. The effects of the blistering are visible as dark spots on the stripped parts (Figure 15). The blisters were not observed during atmospheric exposure, nor do they appear to affect the corrosion results on the threads of the parts.

Figure 13: 5040 h ASTM B117 Exposure of control and Gentoo treated (blue box) LHE Zn-Ni 300M threaded components, as removed from testing
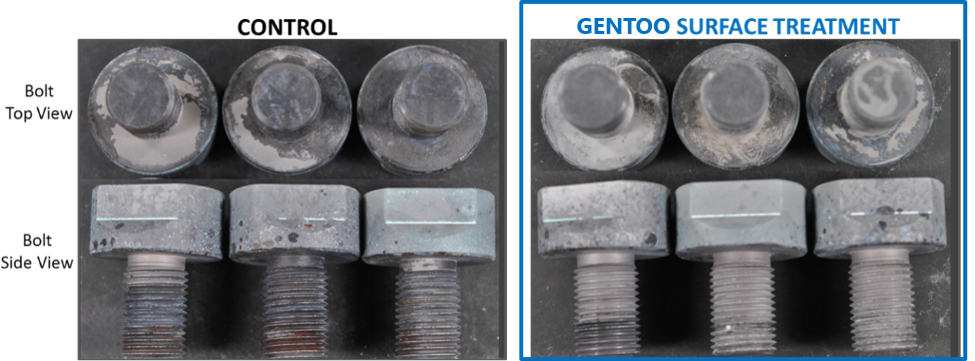
Figure 14: Plastic media stripped control and Gentoo treated (blue box) LHE Zn-Ni 300M bolts from 300M assemblies after 5040 h of ASTM B117 exposure

Figure 15: Plastic media stripped Control and Gentoo treated (blue box) LHE Zn-Ni 300M nuts from 300M assemblies after 5040 h of ASTM B117 exposure
GMW 14872 exposure of the 300M threaded parts present similar results to those found following salt fog exposure. Figure 16 through Figure 18 show the control and Gentoo treated parts after 272 cycles (6528 h) of GMW 14872 exposure. The parts were finally removed from testing due to the presence of red rust on the exposed threads of the control samples.
Both control and Gentoo treated threads had white product accumulated on the exposed threads. The white product was unable to be removed by washing or wiping from the control samples and was a product of LHE ZnNi consumption. The white spots on the Gentoo surface, however, could be rinsed off with water, as displayed on the tips of the threads in Figure 17, or removed with a gentle wipe.
During GMW 14872 testing, there are a series of salt sprays during ambient conditions. Due to the hydrophobic nature of Gentoo, the spray beads up on the surface of the exposed threads. When the water evaporates, it deposits the salt behind, providing a site for further sprays to build up and deposit along. Despite the salt build-up, Gentoo continues to provide an excellent barrier from the corrosion inducing material and the LHE ZnNi and underlying 300M HSS is unaffected.
The excellent protection provided by the Gentoo treatment is also evident on the unexposed threads of the bolt and nuts. The Gentoo treated parts are shiny, grey and pristine, while the control parts are dark and contain many areas with red rust.

Figure 16: 272 cycles of GMW14872 Exposure of control and Gentoo treated (blue box) LHE Zn-Ni 300M threaded components, as removed from testing
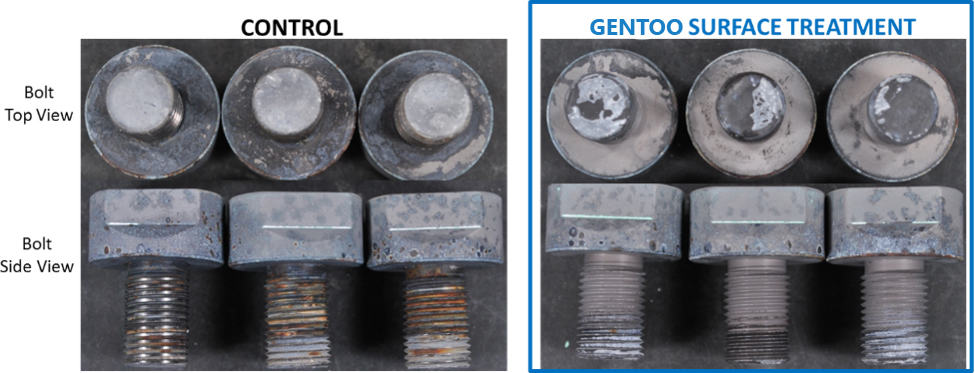
Figure 17: Plastic media stripped control and Gentoo treated (blue box) LHE Zn-Ni 300M bolts from 300M assemblies after 272 cycles of GMW14872 exposure
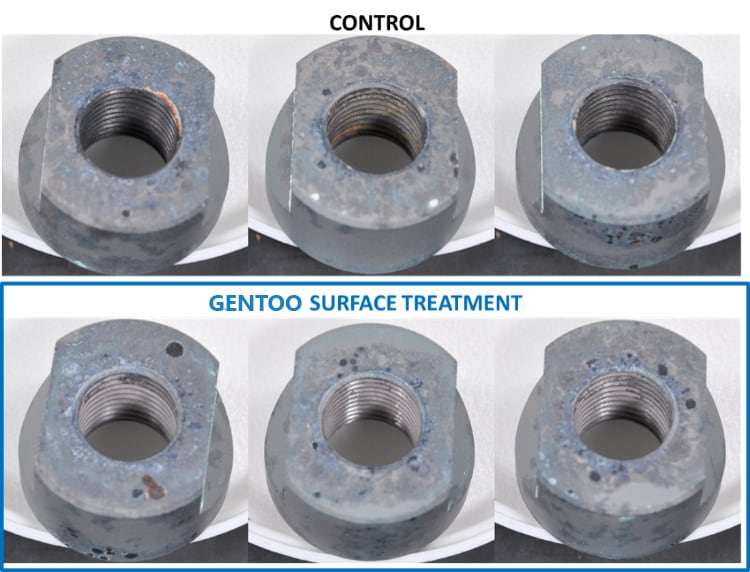
Figure 18: Plastic media stripped Control and Gentoo treated (blue box) LHE Zn-Ni 300M nuts from 300M assemblies after 272 cycles of GMW14872 exposure
Identical 300M threaded parts experienced 16 months of atmospheric exposure at Kennedy Space Center, Florida beachside. Images of the disassembled parts are displayed in Figure 19 and Figure 20. The exposed threads of the control assemblies show white LHE ZnNi consumption on the top and sides of the threads, while the Gentoo threads display minimal LHE ZnNi consumption. The inner threads of the Gentoo bolts are shiny and unchanged, while LHE ZnNi consumption down the threads toward the bolt head is obvious for the controls. Similarly, the inner threads of the Gentoo treated nuts are unaltered, while LHE ZnNi consumption is observed in the control threads.
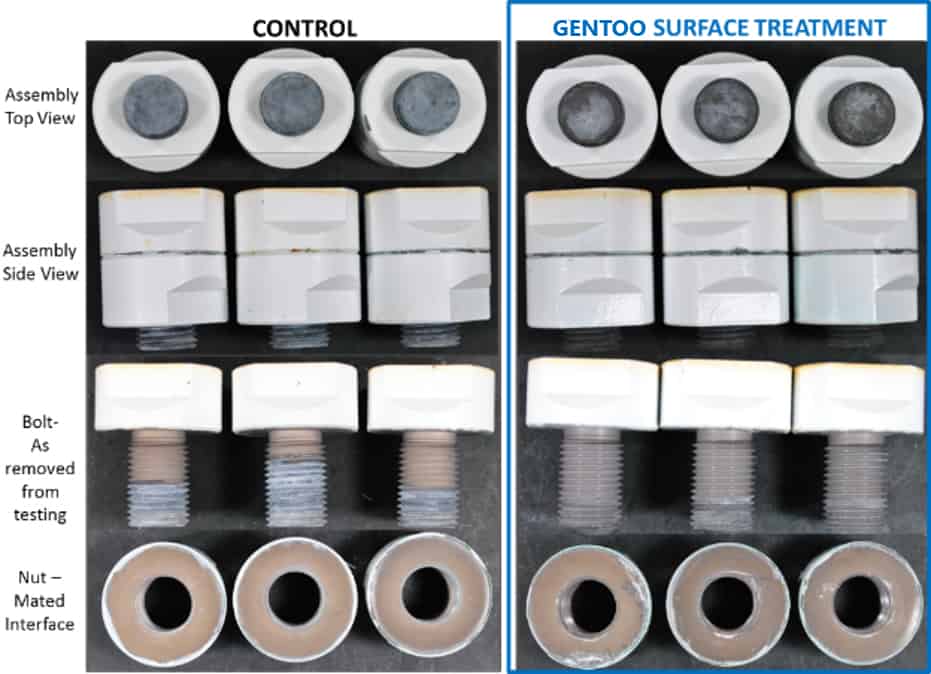
Figure 19: 16 months of Kennedy Space Center, Florida beachside exposure of control and Gentoo treated (blue box) LHE Zn-Ni 300M threaded components, as removed from testing

Figure 20: Control and Gentoo treated (blue box) LHE Zn-Ni 300M nuts with a view of inner threads from 300M assemblies after 16 months of Kennedy Space Center, Florida beachside exposure
Table 7 highlights the best performers of the threaded parts for each of the test variables by test exposure method. Both galvanic and 300M-only parts were evaluated, along with assemblies with and without the joint corrosion inhibiting compound. The 7075-T6 aluminum in the galvanic assemblies was treated with a chrome-free adhesion promoter prior to painting.
The threaded parts were tested according to ASTM B117 salt fog exposure, GMW 14872 cyclic exposure, and 16-month outdoor environmental exposure at Kennedy Space Center (KSC). The duration of exposure for each of the tests is also listed. Test removal time varied depending on the amount of corrosion product observed on the exposed threads.
The Gentoo treated parts outperformed the control parts on all accelerated corrosion test methods, except for one that exhibited a similar performance.
Atmospheric testing at KSC was recently concluded and performance differences are based on the condition of the exposed threads and initial impressions of the threads upon disassembly of the parts. The use of a corrosion inhibiting compound significantly delays the onset of corrosion in both accelerated and outdoor exposure testing. Long exposure times in accelerated testing resulted in noticeable differences between the Gentoo-treated and control parts. The short atmospheric exposure was likely not long enough to exhibit these differences.
Table 7: Top Performers for Comparison Between Control and Gentoo Treated Threaded Part Assemblies After Completed Accelerated Corrosion and Atmospheric Exposure
| Assembly Type | Galvanic | 300M | ||
|---|---|---|---|---|
| Corrosion Inhibiting Compound | Yes | No | Yes | No |
| ASTM B117 salt fog | Gentoo 3024 h | Gentoo 3024 h | Gentoo 3024 h | Gentoo 5040 h |
| Cyclic GMW 14872 | Gentoo 272 cycles | Similar 272 cycles | Gentoo 231 cycles | Gentoo 272 cycles |
| Kennedy Space Center Atmospheric Exposure | Similar 16 months | Gentoo 16 months | Similar 16 months | Gentoo 16 months |